 |
DEVELOPMENT OF LOW CARBON TECHNOLOGIES FOR STORAGE AND DRYING AGRICULTURAL PRODUCTS
INTRODUCTION:
|
OBJECTIVES
This project envisages attaining the following objectives:
(i)
Simulation studies in integrated cold storage and drying
unit with biomass fired steam generation plant,
(ii)
Design and development of vapour absorption cooling
system for storage and drying applications,
(iii)
Integration of boiler with cold storage and drying unit
for its operation in rural areas,
(iv)
Experimental studies on the fabricated system, and
(v)
Economics of the scheme for commercial developmental use
in rural areas for different biomass.
WORKING PRINCIPLE OF PROPOSED EXPERIMENTAL SYSTEM
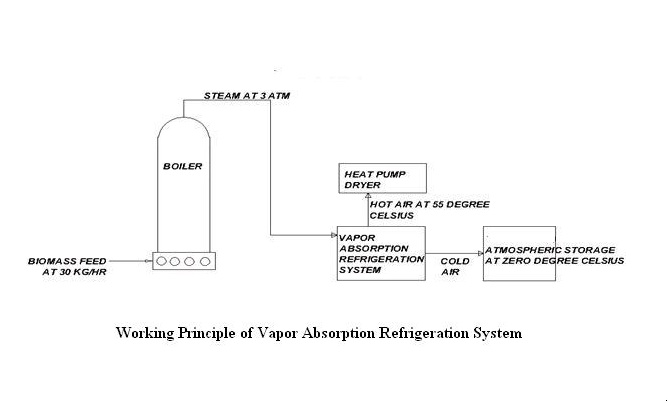
The schematic diagram of wood fired boiler operated Vapour Absorption Refrigeration system suitable for Cold Storage and drying application in rural areas is shown in Fig.
Low pressure steam generated from the wood fired boiler is used as heat source for generator in the vapour absorption refrigeration system. Heat rejected from the air cooled condenser is utilized for drying agricultural products. The refrigeration effect is produced by absorbing heat from the cold storage occupants mainly fruits, vegetables etc.
Absorption systems, being principally heat operated can utilize low potential heat sources like waste heat, solar energy, low-pressure steam etc. For large capacity systems, compared to the Vapour Compression Refrigeration System, absorption systems consume very little high-grade electrical/mechanical energy for its solution pump operation. Thus the absorption systems can significantly contribute to the improvements in energy consumption efficiencies and also to energy conservation.
COMBINED VAPOUR ABSORPTION REFRIGERATION SYSTEM WITH FLUIDIZED BED DRYER
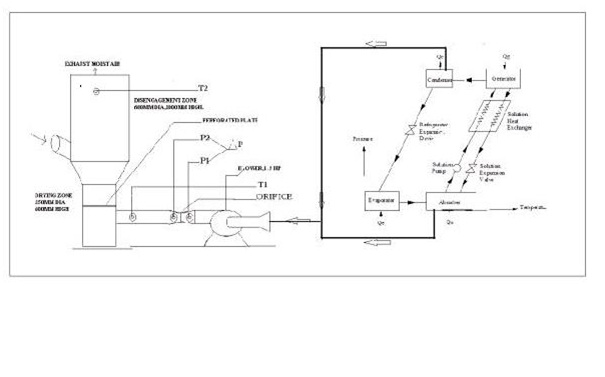
FLUIDIZED BED DRYER VAPOUR ABSORPTION REFRIGERATION
PHOTO GRAPH OF THE SETUP

LITERATURE REVIEW
Satish.S.et al (2005): Drying refers to the removal of moisture or liquid from a wet solid by transferring this moisture into a gaseous state. In most drying operations, water is the liquid evaporated and air is the drying medium. When a wet solid is subjected to thermal drying, two processes occur simultaneously that Transfer of energy from the surrounding environment to evaporate the surface moisture. Transfer of internal moisture to the surface of the solid and its subsequent evaporation due to process 1.In process 1, the removal of water from the surface as vapor depends on the external conditions of temperature, air humidity and flow, area of exposed surface. In process 2, the movement of moisture internally inside the solid is a function of the physical nature of the solid, its moisture content and the bed temperature.
Ozbeyet .et al (2005):Recent developments of the regime of fluidization and subsequent design modifications have made fluidized bed drying a desirable choice among other dryers. However, like other types of conventional convective drying processes, fluidized bed drying is a very energy intensive process in industry. The efficiency of a conventional drying system is usually low, depending on the inlet air temperature and other conditions. It is, therefore, desirable to improve the efficiency of the drying process to reduce the overall consumption of energy. Fluidized drying of granular products of solids can be either batch wise or continuous. Batch operation is preferred for small scale production and for heat sensitive materials. Fluidized bed dryers are widely used in a number of industry sectors to dry finely divided 50–5000 μm particulate materials. Compared with other drying techniques, fluidized bed drying offers many advantages.
Ozbey.et al(2004): Many studies have been conducted to determine the parameters that affect drying. The way these parameters affect the drying has also been analyzed. The main parameters that have been studied have been temperature of air, velocity of air, material to be dried, size of the particles, time of drying etc. These parameters help us in optimizing the drying process to reduce the cost and drying times. Also, the increasing cost of energy over recent years has prompted and received great attention in order to increase the convective heat transfer rates in the process equipment. The effect of temperature was more critical than that of the other parameters and could reduce the drying time substantially.
Thomas.P.P.et al(1992):Experimentally investigated fluidized bed drying of granular cellular materials and compared the experimental results for batch and continuous fluidized bed drying investigated at different temperatures and flow rates of the heating medium, particle size and mass of solids in a fluidized bed type dryer. As the product is in close contact with the drying air at low temperature, and also for short duration, the physical and chemical properties of the products are generally not affected and therefore the dryer can effectively be used for heat sensitive products. Due to the continuous movements of product during drying, lump formation, case hardening etc. are minimized.
Watano.et al(1998): Experimentally studied the drying of wet granules in an agitating fluidized bed type dryer that has a tapered fluidized bed with an agitator blade turning on a central axis installed at the bottom of the cylindrical vessel to impart a tumbling and circulating motion to the granules. The effects of the conditions on the properties of the granules such as the mass median diameter, yield, shape and density of the granules were investigated under various air temperatures, air velocities and agitator rotational speeds. The relationships between the operating conditions and the drying rates were also examined.
Hajidavalloo.et al(2002): It was experimentally observed that as the inlet air temperature increased the grain temperature also increases. The final temperature of the material after long time spans becomes almost equal to the temperature of inlet drying air. Drying of biological materials, like fruit and vegetables, in a spouted or spout-fluidized bed is an extremely complicated process due to the simultaneous phenomena of heat, mass and momentum transfer which occurs inside each particle in the bed and transfer phenomena between solid and gas phases of the circulating bed being the mixture of dried granulated material and air. Moreover, the particles of wet material undergo significant shrinkage which affects changes in both the shape and dimensions of the solid. Hot air drying of fruit and vegetables usually provokes changes in physical, chemical, nutritional and biological properties and modifies the characteristics of food products. In most cases these changes are dependent on moisture content, temperature and time of exposition. An understanding of the transfer phenomena taking place during the drying of fruit and vegetables in rotating beds would result in the formulation of adequate mathematical models to optimize the process – leading to improved product quality and reduction in process costs.
ZhuZhiping.et al(2007): Minimum fluidization velocity of particles under different pressures is investigated by experiments and analysis. Minimum fluidization velocity decreases with the increasing of pressure. Umf of small particles is influenced less but that of large particles is influenced strongly. Based on the analysis of the correlation equation is effect of temperature on Umf at high pressure can be summarized. For small particles, Umf decrease with the increasing of temperature, contrarily, Umf of large particles increase with the increasing of temperature, Umf of medium-size particles do not change with temperature. Equation can be used to calculate Umf of particles of wide size distribution, such as the materials in loop seals. Next step we will investigate pressure effect on the pressure drop of a cyclone and solids recirculation rate of a loop seal.
Rajesh R.et al(2008) : The fluidized bed drying process of green peas was optimized using the response surface methodology for the process variables: drying air temperature (60–1000C), tempering time (0–60 min), pre treatment ,and mass per unit area (6.3–9.5 g/cm2). The green peas were pre treated by pricking, hot water blanching, or chemical blanching. Product quality parameters such as rehydration ratio, colour, texture, and appearance were determined and analyzed. Second-order polynomial equations, containing all the process variables, were used to model the measured process and product qualities. Rehydration ratio was influenced mostly by pre treatment followed by tempering time, temperature, and mass per unit area. Pre treatment and mass per unit area significantly affected colour and texture. Higher levels of temperature and lower levels of tempering time and mass per unit area increased the rehydration ratio. The optimum process conditions were derived by using the contour plots on the rehydration ratio and sensory scores generated by the second-order polynomials. Optimum conditions of 79.40C drying air temperature, 35.8-min tempering time, pre treatment of the once pricked peas with chemical blanching in a solution of 2.5% NaCl and 0.1% NaHCO3, and mass per unit area of 6.8 g/cm2 were recommended for the fluidized bed drying of green peas. At these conditions the rehydration ratio was 3.49.
Ibrahim Doymaz(2004):This paper presents the thin layer drying experiments and mathematical modelling of green bean grown in Iskenderun, Turkey. Drying characteristics of green bean were examined for average moisture content from 90.53 % to 14% using hot air of the temperature range of 50 to700C. The results have shown that, increasing the drying air temperature causes shorter drying times. The experimental drying curves obtained were fitted to a number of semi-theoretical models, namely Handerson and Pabis, Lewis and Page models. Comparing the determination of coefficient, reduced chi-square and root mean square error values of three models, it was concluded that the Page model represents drying characteristics better than the others. The effective diffusivity coefficient of moisture transfer varied from 2.641 x 10-9 to 5.711 x10-9m2/s over the temperature range. The temperature dependence of the diffusivity coefficients was described by Arrhenius type relationship. The activation energy for moisture diffusion was found to be 35.43 kJ/mol.
Ibrahim Doymaz(2006): The thin layer drying behavior of mint leaves for a temperature range 35 to 600C was determined in a cabinet dryer. The increase in air temperature significantly reduced the drying time of the mint leaves. Drying data of this material were analyzed to obtain diffusivity values from falling rate drying period, moisture transfer from mint leaves was described by applying the Ficks law diffusion model. Effective diffusivity varied from 3.067x10-9 to 1.941x10-8 m2/sec and increased with air temperature .An Arrhenius relation with an activation energy value of 62.96 kJ/mol expressed effect of temperature on the diffusivity .Four thin layer drying models available in the literature were fitted to the experimental data. Among all the drying models the logarithmic model was found to satisfactorily describe the kinetics of air drying of mint leaves.
Chalida,Sakamon devahastin(2005):An industrial batch Fluidized bed dryer was used to dry finely chopped coconut pieces. The effect of various operating parameters the values and pattern of inlet air velocity and temperature ,on the drying kinetics and some selected quality attributes of coconut viz, color and surface the examined. It was found that the color of dried product was affected mostly by the inlet air temperature ,while the quantity of surface oil was mostly by the inlet air velocity. The surface oil content of the product dried by any tested conditions was still higher that reference samples which is accepted by the market.
Hatamipour M.S.and D. Mowla(2003): Agricultural food products and specially root vegetables undergo several physical and structural modifications during the drying process. Shrinkage of root vegetables during drying is important not only from the viewpoint of material end-use but also for simulation problems. In this paper the shrinkage of root vegetables is studied in a pilot-scale, inert medium fluidized bed dryer. Cylindrical carrot samples were utilized as the test media, providing simulation for high moisture content food systems. The effects of various parameters such as air temperature, air humidity, sample diameter, sample initial moisture content, existence of inert particles and air velocity were investigated. It was found that the shrinkage of root vegetables during drying in a fluidized bed could be well correlated with moisture content of the sample during drying. Air velocity, temperature and presence of inert did not show significant effects on shrinkage in this system
JarukSrikiatden , John S. Roberts(2007): Temperature and moisture profiles were obtained from potato (1.4 and 2.8 cm diameter) and from carrot core (1.4 cm diameter) and cortex (0.7 cm diameter) during convective hot air drying at 70 0C and 1.5 m/s air velocity. These samples represent hygroscopic nonporous materials and remain non-porous throughout drying with porosity remaining below 0.2. To analyze moisture transfer during convective drying, a simultaneous heat and moisture transfer model was developed based on Fick’s diffusion equation. What was unique about this model from previous models is that the effective diffusivity and its temperature dependence were obtained from true isothermal conditions and then applied to model the moisture profile during a non-isothermal drying condition. The model accurately predicted moisture loss as a function of drying time and position for the potato and carrot samples during convective hot air drying and further demonstrates the importance and improved accuracy of obtaining diffusion coefficients and its temperature dependence under isothermal conditions.
Honarvar.B.et al(2010): The drying behaviour of green peas is investigated in a pilot scaled fluidized bed dryer (FBD) with inert particles assisted by an InfraRed (IR) heat source. The variation of shrinkage and moisture diffusivity with temperature and moisture content were investigated. The experimental drying curves were adjusted to the diffusion model of Fick’s law for spherical particles. The result was that although the shrinkage was only a function of moisture content, the moisture diffusivity was dependent upon temperature and moisture content. The effective diffusion coefficients were estimated at a temperature range of 35-700 C and moisture content range of 0.25- 3.8 kg moisture/kg dry solids. Some correlations were proposed for these properties
M. Carsky(2007):Citrus peels are important source of production of food additives. South Africa is the third largest citrus exporter in the world but recently no citrus peels are used for further processing. On contrary the country is forced to import these chemicals from overseas in spite of a good quality raw material source in the form of citrus waste. Because citrus fruits are seasonal it is therefore necessary to preserve these peels for use in the off-season. The objective of the study was to investigate the drying dynamics of lemon peels and to show a design strategy of an industrial scale dryer based on laboratory and pilot plant tests. Laboratory drying tests with peels crushed into three different sizes (3,6 and 9 mm) provided drying times (15, 20, and 40 min at 1500 C, and 30, 35, and 60 min at 1000 C) to achieve the required final moisture content of peels (10%). Because of particle agglomeration and relatively long drying times a fluidized bed dryer has been chosen. After successful pilot plant tests a preliminary design of a fluidized bed dryer of the required capacity has been done.
Magdalena Zielinska and MarekMarkowski(2007):The effect of water blanching treatment and the inlet air temperature on drying kinetics as well as the quality attributes of carrot cubes dried in a spout–fluidized bed dryer at 60, 70, 80, and 90C were analyzed. The material shrinkage and the rehydration potential were calculated to assess the changes in quality of dried carrots. It was found that the value of the air velocity during the drying of carrot cubes in a spout–fluidized bed dryer should be related to the moisture content of the carrot particles. A high value of air velocity at the beginning of the drying cycle and a lower value for the later stages were also required. The linear equation was correlated to the data of shrinkage of raw and blanched carrots. Blanching significantly influenced the coefficients in the shrinkage model derived for drying of carrot cubes in a spout–fluidized bed dryer, while drying temperature did not influence the shrinkage of carrot particles. The intensity of heat and mass transfer during spout–fluidized drying of carrot cubes was dependent on the drying temperature. A correlation was developed to calculate the values of effective moisture diffusivity of dried carrot cubes as a function of the moisture content and temperature of the material. It was observed that for any given time of rehydration, both the moisture content and the rehydration ratio calculated for samples dried at 60C were higher than for samples dried at temperatures of 60, 70, 80, and 90 deg C
Senadeera.W.et.al(2006): There is a continuous change in the dimensions of the food particulates during fluidized bed drying resulting changes in minimum fluidization velocity. Empirical mathematical models were developed to characterize the change of fluidization velocity with the moisture. Change in minimum fluidization velocity was linear with the reduction of moisture content for spherical particulate (peas) It was also found that, the Generalized model and Ergun model can be used to predict minimum fluidization velocity with reasonable accuracy due to the spherical nature of the product shape.
R.Di Felice and L.G.Gibilaro(2004): It will be seen that the unusual trend of pressure loss relative to that estimated on the basis of a homogeneous bed—i.e. increasing with increasing of wall effects in the viscous flow regime and decreasing with increasing wall effects in the inertial flow regime—is well captured by the simple model, which also yields quantitative results in good accord with the available data for the viscous regime. In spite of its extreme simplicity, it appears to be the model able to fully accommodate this unusual pattern of behaviour. Its application could not be more simple, involving as it does the application of the standard Ergun relation, to the bulk region of the bed in which the void fraction represents that which would be obtained in a large diameter bed (b ≈ 0:4 for random packed spheres) and the fluid flux Ub is obtained as a function of D=d from the average value U. It therefore circumvents problems of uncertainties with regard to conditions in the wall region, which other approaches to this problem have tended to focus on this chapter.
Bobicz.et al(2002):Fluid-bed drying of vegetable pieces has been investigated. The vegetables used have been potatoes, parsley roots, celery roots and carrots of various dimensions. Starting water content was: potatoes 78%, parsley roots 85.1%, celery roots 93.6%, and carrots 88.6%. Temperatures of fluidization have varied from 60 to 1000C at velocities of 0:71 ms−1. The goal has been to obtain dry vegetables with 6% to 10% water content and of good rehydration quality. Experimental data (bed height, gas temperature and velocity, pressure drop over the bed, drying time) have been measured and relevant values have been calculated. The results have shown that drying of vegetables in a fluidized bed produces dry vegetable pieces of excellent quality in a much shorter time than in continuous belt-dryers which are generally used.
Marcello Nitz .et al(1999):Fresh carioca beans were submitted to convective drying in a Pulsed Fluidized Bed (PFB) dryer. A full factorial design was developed in order to analyze the effects of the following process variables on the kinetic parameters of the Page’s equation inlet air temperature, airflow rate and frequency of pulsation. The only significant variable was the inlet temperature of air. At 600 C, drying was also performed under conventional fluidization. No difference was observed between the drying curves under pulsed and conventional fluidization: therefore, due to the lower pumping requirement, energy savings can be achieved with the pulsed fluidization technique without affecting the production yield. Complementary fluid-dynamic evaluation showed that the maximum pressure drop is approximately the same in both regimes. However, under pulsed fluidization that maximum value is affected by the initial bed height and slightly by the frequency of pulsation.
Alejandro Reyes.et al(2008): The drying of carbo-hydrate suspensions on polypropylene particles in a pulsed fluidized bed was studied by means of a 25 experimental design, to determine the effect of the air flow and temperature, suspension flow rate, and free section and rotating speed of the rotary plate on the Nusselt number, the moisture content of the product, and the percentage of solids retained inside the bed (which were minimized to 4.9 and 14.4%, respectively) with an air flow of 600m3/h at 900C and 720 mmHg, a suspension flow rate of 6 L/h, and a plate with 6% free section, rotating at 50 rpm. Additionally, the effects of temperature, air flow, and suspension flow rate on the residence time distribution (RTD) were determined, using the stimulus-response methodology. The RTD was represented by 1.1 to 2 tanks in series, according to this model. The mean residence time of the dried carbohydrate particles was between 5.4 and 8.2 min. Finally, an egg suspension could be dried at 4 L/h, with air at 900C, with a mean residence time about 50% longer that that found for drying carbohydrate suspensions.
YounesGhalavand.et al(2010):The study of drying kinetics of green peas in spouted beds shows that the drying rate depends on operating conditions such as air temperature, air velocity, initial bed height, particles diameter and so on. The effect of air conditions (inlet air temperature and air velocity), initial mass of wet particles, space velocity and average diameter of particles were investigated on drying of green peas in spouted bed. It is seen that the inlet air temperature is the most important parameter on the rate of drying, while the effect of air-flow rate, initial mass of particles and diameter of particles are lower than the effect of inlet air temperature. The inlet air temperature should not reach to about 110 0C because at this temperature green peas begin to burn. Finally, two new correlations are proposed and fitted to the experimental data. The fitting parameters are presented as general mathematical correlations as a function of operating parameters.
Johnner P. et al(2001): Had experimentally concerns with heterogeneous modelling of deep bed grain dryers based on two-phase model by taking into account coupled heat and mass transfer within grains. This model also consider axial mass and heat dispersion in the fluid phase. The dynamic two-phase equations are solved numerically by finite difference with alternating direction implicit method algorithm, and then applied to simulate humidity and temperature profile of drying gas across dryers together with moisture content and temperature of grains. The capabilities of these models were compared with experimental data obtained from available literatures, under drying conditions such as temperature and absolute humidity of drying gas and moisture content of grains. The simulation results show that the dynamic of corn drying within the bed is well predicted by the two-phase model.
M. Izadifar a, D. Mowla(2002):Fluidized bed drying is an alternative drying method of paddy, which offers many advantages over other forms of drying. In this study a mathematical model is developed to simulate the drying of moist paddy in a cross-flow continuous fluidized bed dryer (CFCFBD). The model is based on the differential equations, which are obtained by applying the momentum, mass and energy balances to each element of the dryer and also on the drying properties of paddy. The proposed model is solved by writing a computer program, which takes the operating conditions as input and gives the hydrodynamic properties as well as the variation of moisture content of paddy through the dryer as output. Different fluidizing characteristics of paddy, needed in the program, are determined from the drying experiments in the literature. Some experimental data of CFCFBD are used to validate the predictions of the model. The predictions of the model show good agreement with experimental results.
S. Azizi and S.M. Peyghambarzadeh(2010): Convective hot air drying of potato slabs and the effects of drying air temperature and slab thickness have been investigated using a batch tray dryer. The temperature of drying chamber varied in four levels (50, 60, 70 and 80°C) and the slab thickness changed in three levels (0.5, 1 and 1.5 m). For the prediction of effective moisture diffusivity (Def ), the conventional Fick’s diffusion model was modified considering the temperature variation of the sample at drying period. Comparing the predictions of conventional Fick’s model with those of modified model indicates that the model proposed in this study shows better agreement with the experimental data.
Chian w. Chan.et.al(2011):Bubbles bursting at the surface of a BFB project particles into the freeboard. Coarser particles fall back, the solids loading declines with height in the freeboard, and fines are ultimately carried over. The height of declining solids loading is the TDH, measured in this research by Positron Emission Particle Tracking, and modeled from a balance of forces on ejected particles. Model predictions and PEPT-data are in good agreement. Empirical equations overestimate the TDH.
Abbasi Souraki .B and Mowla .D.(2007): The effects of the presence of inert particles as heat carrier on the rate of drying in a fluidized bed dryer are studied. A pilot scaled fluidized bed dryer with inert particles was set up to investigate the drying behaviour of green beans. Glass beads ,hollow steel balls and polyethylene particles were used as inert materials. Several length –to-diameter ratios of fresh green beans were considered and the effects of inert material type ,inert material diameter ,air velocity and temperature on the rate of drying were studied. It was found that the presence of inert particles enhanced the rate of drying and improved the fluidization quality of cylindrical green beans. The experimental drying curves for long samples were shrinkage measure moisture diffusivity. Estimated moisture diffusivities in the presence of inert material are greater than those without presences of inert.
Ibrahim Doymaz and Mehmet Pala(2003):The effect of ethyloleate on the drying rates for corn was investigated in a pilot plant air-dryer. Corn was air dried in controlled mention the drying conditions without treatment or after dipping in a cold solution of ethyloleate. Dipping in a solution of 2% (w/w) ethyloleate and 4% (w/w) potassium carbonate (AEEO) resulted, in most cases, in an increase in the drying rate of corn kernels. The Hunter colour scale parameters (lightness, redness and yellowness) were measured to quantify the colour changes. The shorter drying times and best quality dried product were obtained with corn kernels dipped in the solution of ethyl oleate. The single exponential equation and the Page equation were used to determine the thin-layer drying characteristics. Both the equations fitted well to the experimental data. The Page equation was found to better describe the thin-layer drying of corn than the single exponential equation. The activation energies for diffusion were calculated to be 29.56 kJ/kg mol (for untreated) and 30.56 kJ/kg mol .
Somkiatra Chaawarakorn .et al(1997): A batch fluidized bed dryer was carried out for corn drying. Drying characteristics of corn were investigated. The experimental results indicated that moisture transfer inside a corn kernel was controlled by internal diffusion by the following conditions : inlet hot air temperatures of 120 - 200 0C, superficial air velocities of 2.2- 4 m. bed depths of 4 - 12 cm. fraction of air recycled of 0.5 -0.9 and initial moisture content of corn of 43 % dry-basis. The Wang and Sing equation could describe in accordance with the results. Inlet hot air temperature and specific air flow rate were independent variables for drying constant model in the Wang and Singh equation.
Gazor H.R., Mohsenimanesh A. (2010): Canola, one of the new oil seeds in Iran, is investigated for drying in Batch fluidized beds. Experiments were conducted to assess the kinetics of drying in the temperature range of 30–100°C. The drying rate was found to increase significantly with increasing temperature. The drying rate was compared with various exponential time decay models and the model parameters were evaluated. The approximate diffusion and logarithmic models were found to match the experimental data very closely with the maximum Root Mean Square Error (RMSE) less than 0.02. Considering fewer differences in the model evaluation factors and friendly use, logarithmic model was recommended for modeling canola drying. The experimental data were also modeled using Fick’s diffusion equation, the effective diffusivity coefficients having been found to be from 3.76 × 10–11 m2/s to 8.46 × 10–11 m2/s in the range of experimental data covered in the present study. For the process, the activation energy was calculated to be 11.03 kJ/mol assuming an Arrhenius type temperature reliance.
Palancz.et al(1983): Had Proposed a mathematical model for continuous fluidized bed drying based on the two-phase theory of fluidization. According to this theory, the fluidized bed is divided into two phases, a bubble phase and an emulsion phase, which consists of gas and solid particles. Thus, higher inlet temperatures of drying air can be used which lead to shorter drying times. The enthalpy and the entropy of drying air also increase leading to higher energy efficiency. But increasing inlet air temperature should be limited to obtain good quality dried material.
Białobrzewski.et al(2008): Numerous analytical and numerical models have been proposed by various authors to study heat and moisture transfer analysis during drying of different solid objects. Reviews of several different mathematical models have been published. In most cases, the authors employed the finite element method (FEM) for studying temperature and moisture distributions within the wet solids during the drying and control volume (CV) technique to study hydrodynamics and transfer phenomena in fluidized and spouted beds.
ENVIRONMENTAL MICROBIOLOGY LABORATRORY
The Environmental Microbiology Laboratory established with special
assistance from the University Grants Commission was modernized under the GTZ
project. This air-conditioned Laboratory has an area of 450 sq.m and is well
equipped for analysis of water, sewage, industrial wastes, samples for
microbiological components and for conducting research at post graduate and
doctoral levels. The major equipments available in the laboratory are phase
contrast Microscope, Stereo centrifuge, incubators, Deep Freezer. Laminar flow
chamber, Fermenters, Constant temperature water-bath, Colony counter, BOD
incubators, Autoclaves, Ovens and Portable water analysis kits.
EXERGY ANALYSIS & SIMULATION STUDY:-
Mauri Fortes (2004 ): The main objective of this study is to address the modeling and evaluation of energy and exergy (availability) efficiencies related to thin and deep bed drying layers of biological materials, as a means for designing energy efficient drying systems. Thus, mass and energy balances are first established for general, one-dimensional and lumped drying bed systems. After that, the concepts of entropy and exergy or stream availability are used to develop general exergy and efficiency equations applicable to lumped and multidimensional problems. The lumped model is applied to analyze wheat fluidized bed drying as affected by input air relative humidity and air recirculation. The appreciable difference between second and first law efficiencies points to the possibility of further improvements in the fluidized-bed process. Optimization is not claimed in this work. However, several aspects related to both energy efficiency and grain quality are mentioned. As a conclusion, recirculation should be used when grain viability or quality is at stake. Several graphs illustrate the transient behaviour of the different parameters that affect the fluidized bed drying process.
Mauri Fortes and Wanyr Romero Ferreira(2004): Methodology for energy and exergy analysis of drying processes is presented. In particular, the model was applied to the analysis of fluidized bed drying of wheat. The following parameters were studied as to their effects on first and second law efficiencies: bed height, drying air temperature and fluidization velocity. Differently from previous literature analyses, this paper addresses the environmental dead state to define the thermodynamic availability or exergy and a transient lumped model. The bed height is shown to strongly affect the efficiencies. Transient first and second law efficiencies are discussed in detail. The method can be applied to other drying processes. The results from the simulations agree with experimental data using a batch dryer.
M. AhmetTiitiincii & T. P. Labuza(1996): The effective moisture transfer diffusion co efficient(Deff )of the ready to eathreakfust cerals(RTE) is determined from un individual particles or bulk of material in the literature. This is a d assumed to the same in both cases which can be depentented on the material thickness. In this study the efficiency to the bed depth of hulk of two types of RTE cereal on a Deff s investigated at several bed depth at 75% RH . Both linear and nonlinear solutions of Fick’s 2nd Law were applied to determine from the weight vs time data. The magnitude of increased with an increase in bed depth .Since the captured air between the particles in the bulk volume of the contributed significantly to the moisture transfer in the system the overall of the Deff system increased as the total volume of captured air increased at higher bed depth .The relations was shown to have square of the thickness dependence
Claudia F. et al(2010): Transition state theory was used to study enthalpy-entropy compensation for water loss during air drying of potato and apple slices. Slices of either potato or apple of 4-mm thickness, 40mm diameter and air drying temperatures of 323, 333, 343, and 353K were employed in the experiments. Moisture content and internal potato and apple slice temperatures were recorded during the drying runs. Water loss during drying was described by the unsteady-state Fick’s equation and moisture diffusivity evolution was established by applying the method of the slopes. Thus, the experimental drying curve was compared to the theoretical diffusion curve, and the slope of the two curves were estimated at the same moisture content to in order give the corresponding value of diffusivity. During drying, the moisture diffusivity reached a maximum value as the water content of potato and apple slice was around 1 kg water/kg dry solid, regardless of the air temperature. The iso kinetic temperature was found to be 320.2 and 312.8K for potato and apple tissues, respectively. These values were greater than the experimental harmonic mean temperature, which was found to be 307.4 and 308.3K for potato and apple tissues, respectively. Thus, it was concluded that the water loss process is enthalpy controlled.
TayyebNazghelichi.et al(2011): Had this study both static and recurrent artificial neural networks (ANNs) were used to predict the energy and exergy of carrot cubes during fluidized bed drying. Drying experiments were conducted at air temperatures of 50, 60, and 700C; bed depths of 3, 6, and 9 cm; and square-cubed carrot dimensions of 4, 7, and 10 mm. Five hundred eighteen patterns, obtained from experiments, were used to develop the ANN models. Initially, a static ANN was applied to correlate the outputs (energy and exergy of carrot cubes) to the four exogenous inputs (drying time, drying air temperature, carrot cube size, and bed depth). In the recurrent ANNs, in addition to the four exogenous inputs, two state inputs and outputs (energy and exergy of carrot cubes) were used. To find optimum ANN models, various numbers of hidden neurons were investigated. The energy and exergy of carrot cubes were predicted with R2 values of greater than 0.95 and 0.97 using static and recurrent ANNs, respectively. Accordingly, the optimal recurrent model could be utilized for determining the appropriate drying conditions of carrot cubes to reach the optimal energy efficiency in fluidized bed drying.
S. Syahrul .et al(2001): Had this study, energy and exergy analyses during fluidized bed drying of moist particles have been conducted to model energy and exergy efficiencies of the drying process. In order to verify the applicability of the models, the experimental drying data of wheat at different operating conditions were employed. Also, various aspects of fluidized bed drying process of moist particles, such as the inlet air temperature, the inlet air (gas) velocity, the initial moisture contents of the material and the bed hold-up period are investigated and their effects on both energy and exergy efficiencies are evaluated. Both energy and exergy efficiencies decrease sharply with decreasing moisture content of the material.
Hideo Inaba(2006): The effects of heat and mass transfer parameters on the efficiency of fluidized bed drying have been studied to optimize the input and output conditions. The analysis was carried out using two different materials, wheat and corn. Energy and exergy models based on the first and second law of thermodynamic are developed. Furthermore, some unified non-dimensional experimental correlations for predicting the efficiency of fluidized bed drying process have been proposed. The effects of hydrodynamics and thermodynamics conditions such as the inlet air temperature, the initial moisture content and well known Fourier and Reynolds numbers on energy efficiency and exergy efficiency were analyzed using the developed model. A good agreement was achieved between the model predictions, non-dimensional correlations and the available experimental results.
TayyebNazghelichi.et al(2010): Had this study, the energy and exergy analyses of fluidized bed drying of carrot cubes were investigated. Drying experiments were conducted at inlet air temperatures of 50, 60, and 70 0C, BD (bed depths) of 30,60, and 90 mm and square-cubed carrot dimensions of 4, 7, and 10 mm. The effects of drying variables on energy utilization, energy utilization ratio, exergy loss and exergy efficiency were studied. The energy utilization and energy utilization ratio varied between 0.105 e 1.949 kJ/s and 0.074 e 0.486, respectively. The exergy loss and exergy efficiency were found to be in the range of 0.206 e 1.612 kJ/s and 0.103 e 0.707 respectively. The results showed that small particles, deep beds and high inlet air temperatures increased energy utilization, energy utilization ratio, and exergy loss due to high value of heat and mass transfer. Also, the exergy efficiency had maximum value when higher drying air temperature, larger CS (cube size) and shorter BD were used for drying experiment.
S. Syahrul.et al(2002): Energy analysis of a fluidized-bed drying system is undertaken to optimize the fluidized-The main objective of this study is to address the modeling and evaluation of energy and exergy (availability) efficiencies related to thin and deep bed drying layers of biological materials, as a means for designing energy efficient drying systems. Thus, mass and energy balances are first established for general, one-dimensional and lumped drying bed systems. After that, the concepts of entropy and exergy or stream availability are used to develop general exergy and efficiency equations applicable to lumped and multidimensional problems. The lumped model is applied to analyze wheat fluidized bed drying as affected by input air relative humidity and air recirculation. The appreciable difference between second and first law efficiencies points to the possibility of further improvements in the fluidized-bed process. Optimization is not claimed in this work. However, several aspects related to both energy efficiency and grain quality are mentioned. As a conclusion, recirculation should be used when grain viability or quality is at stake. Several graphs illustrate the transient behaviour of the different parameters that affect the fluidized bed drying process.